Road Marking Paint and Machine Manufacturer
+86-15668659958
Road Marking Paint and Machine Manufacturer
+86-15668659958
Improving the drying (hardening) speed and rapidly increasing the hardness of hot-melt markings at a high temperature of 50 ℃ is indeed a challenge, as high temperatures themselves can soften the resin and wax, delaying the crystallization and curing process. The key strategy is to add a small amount of high melting point materials that can promote crystallization or provide a rigid skeleton in the existing petroleum resin, Fischer Tropsch wax, and white oil systems.
Here are several effective materials that can significantly improve hardening speed and hardness with minimal addition: High Melting Point PE Wax. Principle: PE wax has a melting point much higher than 50 ℃ (usually between 100-120 ℃ or even higher). Adding a small amount of high melting point PE wax can crystallize first during the cooling of the molten coating, forming a microcrystalline network skeleton, providing early rigidity, and accelerating the overall hardening process. Its hardness itself is also higher than that of Fischer Tropsch wax and white oil. Advantages: Good compatibility with petroleum resin, commonly used as an additive for hot-melt marking, and easy to obtain. A small amount of addition (0.5% -2%) has a significant effect. Key selection points: Choose models with melting points between 105-120 ℃ or higher. Micropowned PE wax has better dispersibility and effectiveness. Avoid using low melting point PE wax. Principle of Polypropylene Wax: PP wax typically has a higher melting point (140-160 ℃) and greater hardness than PE wax. Its crystallization rate is faster and the resulting crystal structure is more rigid. In high temperature environments, it can more effectively resist softening and provide stronger support skeleton. Advantages: It is very outstanding in improving high-temperature hardness and accelerating initial curing effect. Key points for selection: Also choose high melting point models (>140 ℃). Due to its high hardness and slightly inferior compatibility with resin compared to PE wax, the addition amount needs to be more cautious (recommended 0.1% -1.5%), as excessive amounts may cause brittleness or affect adhesion. Micronized PP wax is preferred. 3. Principle of Micronized/Surface Modified Waxes: The above PE wax, PP wax, or Fischer Tropsch wax is micronized (to the micrometer level) or surface modified. Micronization greatly increases the surface area of wax, making it more evenly dispersed in the melt, enabling faster and more uniform nucleation and crystallization, significantly improving the early hardness development speed. Surface modification can improve its compatibility with resins or impart special properties. Advantages: Under the same amount of addition, the effect is usually better than ordinary wax powder. Good dispersibility, not easy to agglomerate. Key selection points: Choose micronized high melting point wax (PE, PP) or modified Fischer Tropsch wax designed for hot melt applications.

Why are these materials effective? Improve nucleation point: They act as additional nucleation points during melt cooling, promoting faster and more uniform crystallization of petroleum resin and main wax (Fischer Tropsch wax). Constructing a rigid skeleton: The microcrystalline network formed by themselves can maintain its structure at temperatures far above 50 ℃, providing support for the main resin/wax system that has not yet fully hardened and resisting deformation at high temperatures. Enhancing the overall melting point: The addition of a small amount of high melting point wax slightly increases the overall softening point and thermal stability of the coating. Offset the softening effect of white oil: White oil, as a plasticizer, can delay hardening and reduce hardness. The addition of high melting point wax can to some extent offset this negative impact.
Implementation suggestions and precautions: Minor addition: The core principle is to add a small amount (usually within the range of 0.1% -3%). Be sure to start the experiment with a small amount (such as 0.5% PE wax or 0.3% PP wax), gradually increase, and observe the effect. Excessive addition can lead to increased brittleness, decreased adhesion, decreased bonding strength of reflective glass beads, and even affect construction fluidity. Strictly control the construction temperature: When working on a 50 ℃ floor, the temperature of the molten coating itself should not be too high. Excessive temperature can cause excessive dissolution of added wax, weaken its nucleation effect, and may lead to resin or wax decomposition. Find the lowest construction temperature that can ensure fluidity and allow high melting point wax to effectively function. Optimize the ratio of Fischer Tropsch wax/white oil: Consider slightly reducing the amount of white oil used: white oil is the main softening retarder. On the premise of ensuring the low-temperature toughness and workability of the coating, attempting to reduce the amount of white oil (such as reducing by 0.2% -0.5%) can directly help accelerate hardening and improve hardness. Evaluate the type of Fischer Tropsch wax: Choose a type of Fischer Tropsch wax with a relatively high melting point and good crystallinity. The influence of fillers: Increasing the proportion of fillers (such as calcium carbonate and quartz sand) can usually improve hardness and wear resistance, but it can also increase viscosity, affect flowability, and may slightly prolong cooling time (fillers are good conductors of heat, but also store heat). At the same time as adding a small amount of high melting point wax, it can be evaluated whether it is possible to slightly increase the proportion of fillers (such as 1-3%) on the existing formula to synergistically improve hardness. But attention should be paid to changes in liquidity. Ground pre-treatment (if feasible): In extreme high temperatures, if conditions permit, a small amount of water mist can be sprayed briefly before construction to rapidly cool the road surface (ensuring instant evaporation without leaving a water film). But this requires careful operation and high requirements for equipment and processes. Experimental verification: Small scale and on-site tests must be conducted! The performance of petroleum resins, waxes, and fillers varies from place to place. The evaluation criteria include: surface drying/hardening time: the time it takes to test on a 50 ℃ oven or actual high-temperature road surface to reach a level that can be stepped on, spread glass beads, or reach a certain Shore hardness. Initial hardness: Shore hardness (D scale) at 1 hour, 2 hours, 4 hours, etc. after hardening. Adhesion: Whether the adhesion at high temperature and room temperature is affected. Reflective performance: embedding and bonding of glass beads. Liquidity/workability: Changes in coating viscosity and smoothness of marking.
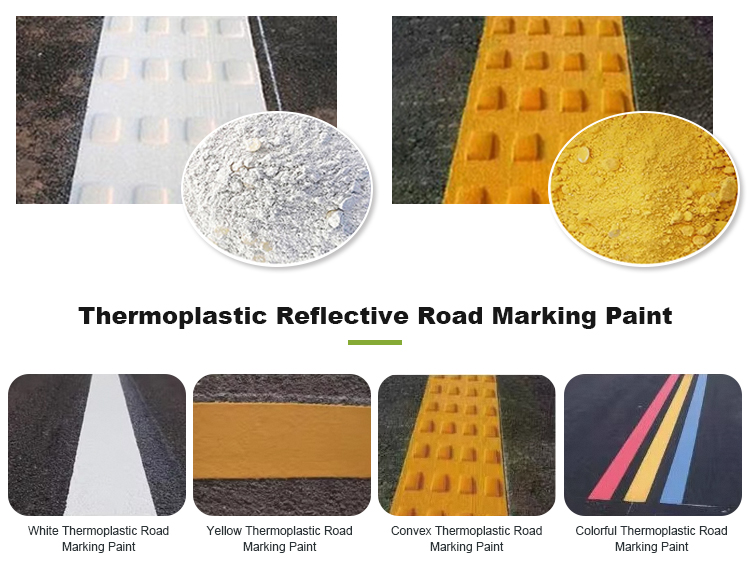
Summary: The most direct and effective small amount of additive material to accelerate the hardening and hardness of hot-melt markings at a high temperature of 50 ℃ is high melting point micronized polyethylene wax (PE Wax) or polypropylene wax (PP Wax). Suggested priority: High melting point micronized PE wax (melting point>105 ℃, preferably 110-120 ℃): initial addition amount of 0.1% -1%. High melting point micronized PP wax (melting point>140 ℃): initial addition amount of 0.1% -0.8%. Meanwhile, optimizing the existing formula (such as slightly reducing the amount of white oil used) and strictly controlling the construction temperature are essential supporting measures. It is necessary to determine the optimal addition amount and comprehensive process parameters through experiments.
Our company is a professional manufacturer of road hot-melt coatings and road glass beads. If you are interested, please feel free to contact me via email at any time export@toproadtraffic.com